
 Корзина
Корзина

Выбор абразивного материала
Современные искусственные абразивы позволяют точно контролировать физические свойства и форму абразивного зерна. Это помогает обеспечить постоянство режущих свойств абразивного инструмента.
Norton предлагает широкий выбор типов абразивов для обеспечения обширной линейки особенных шлифовальных характеристик. Это необходимо для максимальной эффективности в большом диапазоне вариантов операций продиктованных промышленностью сегодня.
|
Марка абразивного материала |
ОБЛАСТЬ ПРИМЕНЕНИЯ |
|
|
ГОСТ |
FEPA |
|
|
14A |
A |
Обработка материалов с высоким сопротивлением разрыву, обдирка стальных отливок, проката, высокопрочных чугунов, обработка углеродистых и легированных сталей, бронзы, никелевых и алюминиевых сплавов. |
|
25A |
WA |
Обработка закаленных деталей из углеродистых, быстрорежущих и нержавеющих сталей. Обработка тонких деталей и инструментов (зубья, ножи, сверла, резцы), заточка. |
|
38A |
ZK |
Силовое обдирочное шлифование стальных заготовок. |
|
54C; 63C |
C; GC |
Обработка твердых материалов с низким сопротивлением разрыву (чугун, бронза, латунь, твердые сплавы, стекло, драгоценные камни, мрамор, гранит, фарфор), а также очень вязких материалов (жаропрочных сталей, сплавов, меди, алюминия). |
Выбор зернистости круга
Размер зерна или зернистость является наиболее важным параметром в определении возможности круга достигнуть требуемой шероховатости поверхности и необходимого съема материала. Зернистость обозначается цифрами, которые увеличиваются по мере уменьшения размера зерна. Например: номер 10 обозначает зерно со средним размером около 2 мм, а номер 60 – 0,25 мм.
Стандартные размеры зерна используются во всех кругах Norton. Данные размеры соответствуют Европейским стандартам определяемых FEPA.
Идеальный абразив для шлифовки, зачистки и резки, имеет способность оставаться острым с минимумом затупленных точек и, когда начинается затупление он раскалывается открывая новые острые кромки.
|
Зернистость |
ВИД ОБРАБОТКИ |
|
|
ГОСТ |
FEPA |
|
|
200-80 |
F10-F22 |
Обдирочные операции с большой глубиной резания, зачистка заготовок, отливок. Обработка материалов, которые вызывают засаливание поверхности круга (латунь, медь, алюминий). |
|
80-50 |
F22-F36 |
Отрезка, плоское шлифование торцом круга, заточка резцов, правка абразивного инструмента. |
|
63-25 |
F30-F60 |
Предварительное и комбинированное шлифование, заточка режущего инструмента. |
|
40-5 |
F40-F220 |
Плоское шлифование. |
|
32-16 |
F54-F90 |
Чистовое шлифование, обработка профильных поверхностей, заточка мелкого инструмента, шлифование хрупких материалов. |
|
12-6 |
F100-F180 |
Отделочное шлифование, доводка твердых сплавов, доводка режущего инструмента, стальных заготовок, заточка тонких лезвий, предварительное хонингование. |
|
6-М50 |
F180-F280 |
Отделочное шлифование металлов, стекла, мрамора и т.п., резьбошлифование, чистовое хонингование. |
|
М63-М14 |
F230-F600 |
Суперфиниширование, окончательное хонингование, доводка тонких лезвий, резьбошлифование изделий с мелким шагом, полирование. |
Выбор инструмента по твердости
Твердость указывает на относительную удерживающую силу связки, с которой она удерживает абразивные зерна в круге. Она указывается в спецификации буквами алфавита от мягких градаций до твердых. Следующие правила должны соблюдаться по отношению к твердости кругов.
Твердость | ВИД ОБРАБОТКИ | |
ГОСТ | FEPA | |
ЧТ;ВТ | W;T | Обдирочные операции, правка абразивных инструментов, шлифование шариков для подшипников. |
Т2;Т1; | S;R;Q;P | Отрезка, прорезка канавок, обдирочные операции, ведущиеся вручную, круглое наружное шлифование, бесцентровое шлифование, шлифование прерывистых поверхностей. |
СТ2;СТ1; | P;O;N | Предварительное круглое наружное и бесцентровое шлифование сталей, ковкого чугуна. Профильное шлифование, обработка прерывистых поверхностей, хонингование и резьбошлифование деталей с крупным шагом. |
СТ1;С2; | O;N;M | Плоское шлифование сегментами и кольцевыми кругами, резьбошлифование кругами на бакелитовой связке. |
С2;С1; | N;M;L;K | Чистовое и комбинированное круглое, наружное бесцентровое и внутреннее шлифование стали, плоское шлифование, резьбошлифование, заточка режущих инструментов. |
CM2;CM1; | L;K;J | Заточка и доводка режущего инструмента, оснащенного твердым сплавом, шлифование труднообрабатываемых специальных сплавов, полирование. |
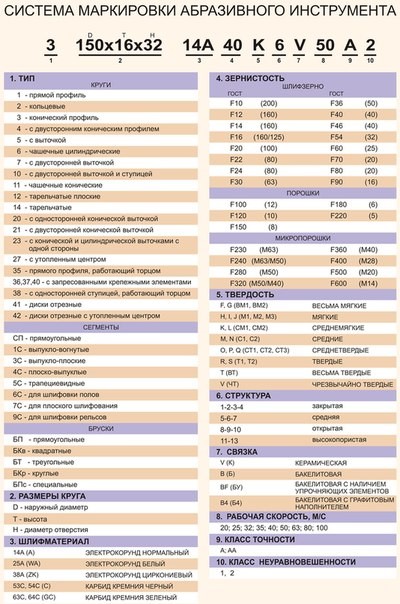
Система маркировки абразивного инструмента
Тип и размеры круга выбираются, исходя из вида и конфигурации шлифуемых поверхностей, а также характеристики используемого оборудования или инструмента. Для того что бы правильно выбрать круг необходимо знать его характеристики, разобраться в этом Вам поможет таблица маркировки.